


Wszystkie produkty
-
Pasy z tworzyw sztucznych
-
Niestandardowa opaska pasa
-
Zastosowalna opaska pasów
-
Plastikowy pas
-
Pas talii z nylonu
-
Wyrównanie samodzielnie
-
Butelka stożkowa
-
Składane szkło
-
Forma wtryskowa z tworzywa sztucznego
-
Wtrysk tworzyw sztucznych Obtrysk
-
Części z tworzyw sztucznych
-
Wstrzykiwacz formowany
-
Rury z tworzyw sztucznych
Osoba kontaktowa :
Foxkey Wu
Numer telefonu :
13923892179
ABS PC Plastic Injection Mold DEM HUSKY Plastic Shaping Moulding




| Miejsce pochodzenia | Shenzhen, Chiny |
|---|---|
| Nazwa handlowa | Foxkey |
| Numer modelu | M |
| Minimalne zamówienie | 1 szt |
| Cena | $1200 |
| Szczegóły pakowania | Pudło ze sklejki |
| Czas dostawy | 35 dni |
| Zasady płatności | T/T, Western Union |
| Możliwość Supply | 10 pleśni miesięcznie |

Skontaktuj się ze mną, aby otrzymać bezpłatne próbki i kupony.
WhatsApp:0086 18588475571
czat: 0086 18588475571
Skype'a: sales10@aixton.com
W razie jakichkolwiek wątpliwości zapewniamy całodobową pomoc online.
xSzczegóły Produktu
| Materiał | stal S136... | strzał | 1000000 strzałów i więcej |
|---|---|---|---|
| Standardowy | HASCO, DEM, HUSKY | Podstawa formy | LKM |
| Tolerancja | 0,01 mm | SPI | 0,012-3,20 |
| Podkreślić | ABS Plastic Injection Mould,PC Plastic Injection Mould,Wstrzykiwacze ABS HUSKY |
||
opis produktu
ABS+PC Części do formowania wtryskowego z tworzyw sztucznych Tworzenie tworzyw sztucznych Shenzhen DEM HUSKY
Co to jest formowanie wtryskowe?
Wstrzykiwacz jest najczęściej stosowaną techniką formowania tworzyw sztucznych dla różnych producentów.Także, proces ten jest odpowiedni do produkcji części o doskonałej jakości i dużej objętości.
Ta metoda formowania jest bardzo podobna do formowania wytłaczeniowego.Jedynym punktem, w którym te dwie metody formowania tworzyw sztucznych różnią się jest to, że formowanie wtryskowe bezpośrednio wtryskuje stopiony tworzyw sztuczny w wysokiej temperaturze do indywidualnej formyPo umieszczeniu stopionego tworzywa sztucznego bezpośrednio w formie, ta forma traci ciepło, a następnie otwiera się, aby uzyskać twardy materiał z tworzywa sztucznego.
Części samochodowe i części aparatury chirurgicznej są niektórymi z produktów wytwarzanych przy użyciu tego procesu formowania.Inżynierowie i projektanci mogą korzystać z produktów, które są wykonane z większą elastycznością przy użyciu formowania wytłaczeniowego.
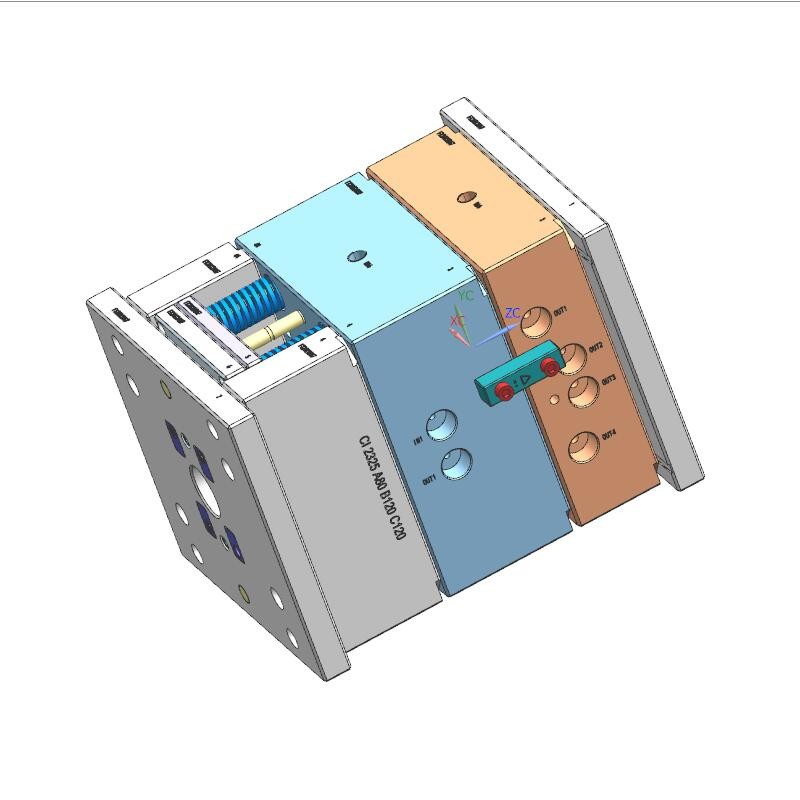
Projektowanie formy
Krok 1: Analiza rysunków produktu
Krok 2StwórzProjektowanie w celu wykonania (DFM) sprawozdanie
Krok 3: Przeprowadzenie analizy przepływu formy
Krok 4: rysunki narzędzi projektowych
Krok 5: Tworzenie form
![]()
![]()
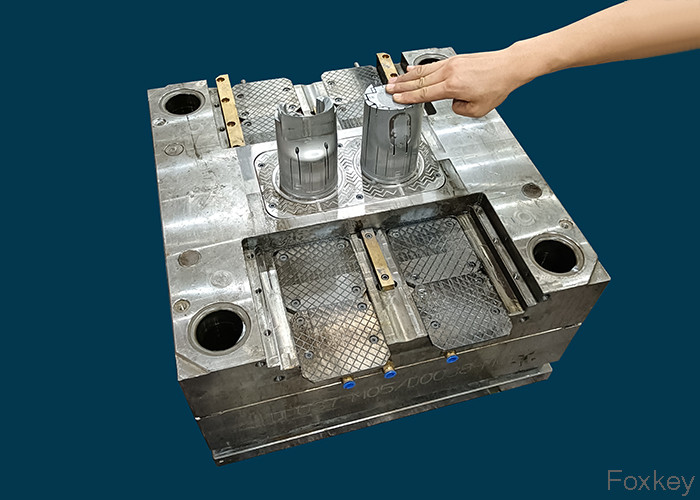
![]()
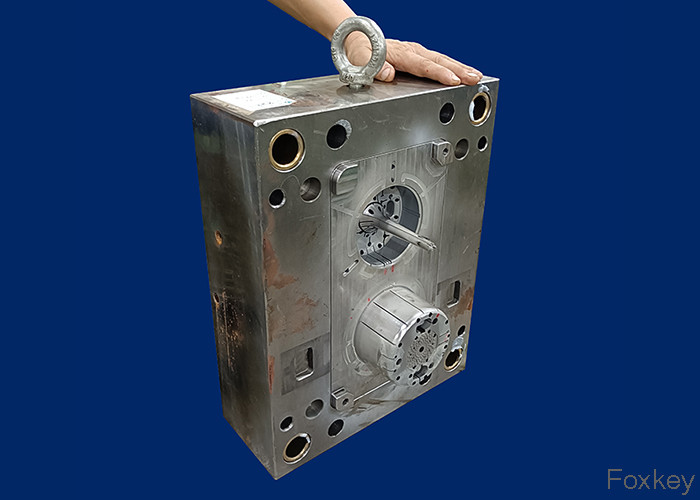
Rdzeń pleśni w procesie wstępnego przetwarzania
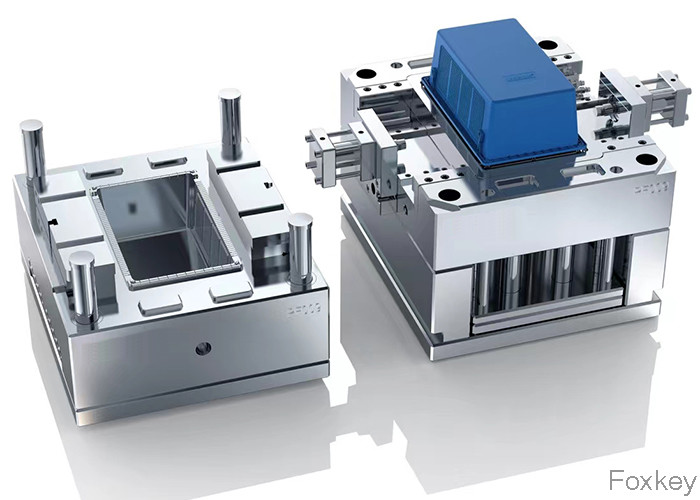
![]()
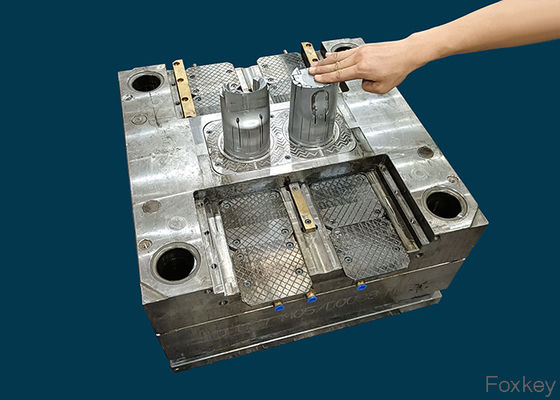
Otwarte na pleśń
![]()
![]()
![]()
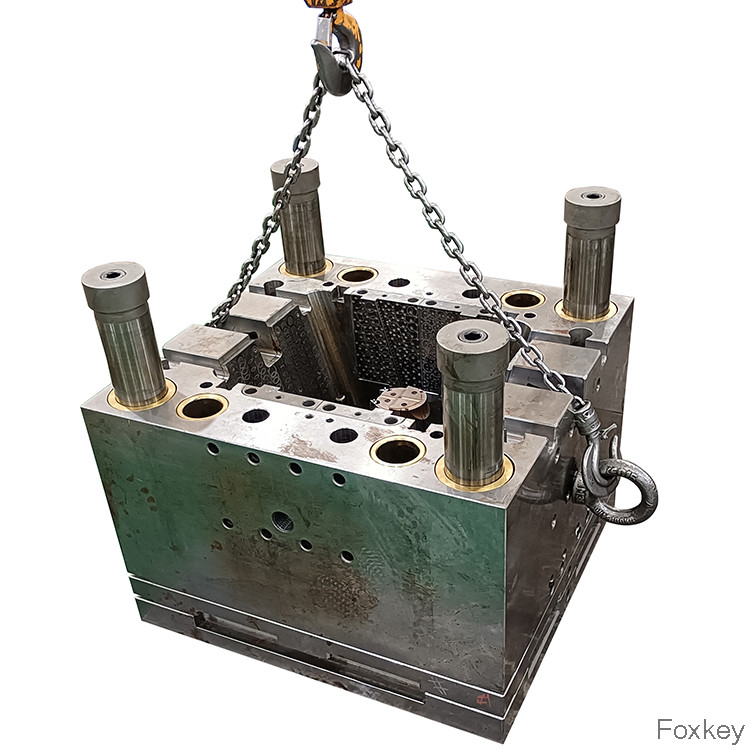
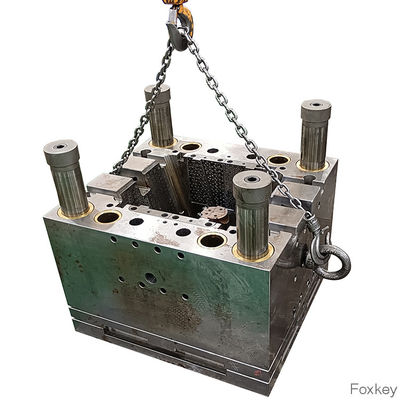
Duża pleśń, ale są większe.
![]()
Pleśń porusza się na łańcuchu
![]()
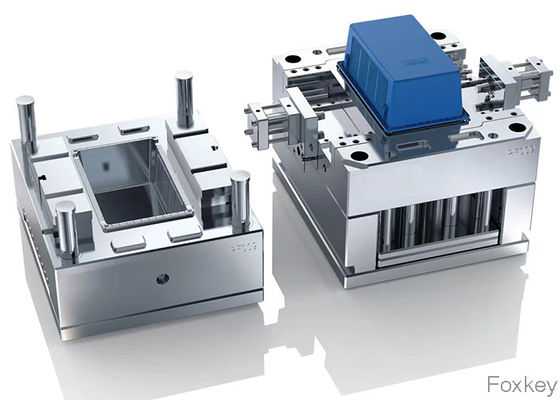
Pleśń w maszynie do przetwarzania
![]()
Pokój magazynu pleśni
![]()
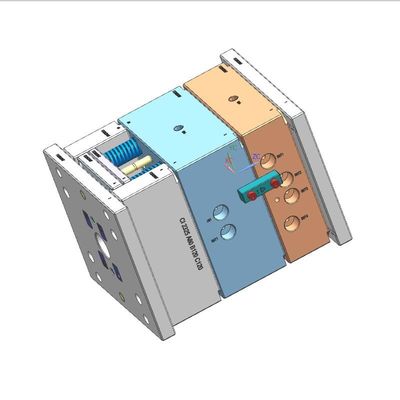
Warsztaty narzędziowe
![]()
Wytwarzanie form wtryskowych z tworzyw sztucznych
1Próbki/Rysunek i wymagania od Ciebie
2Projekt formy: po złożeniu zamówienia przekażemy Państwu opinię.
3Zakup materiałów: narzędzia do cięcia stali i formy.
4- Zmontuję.
5.Inspekcja formy: śledzenie i kontrola obróbki narzędzi.
6Testy formy: poinformujemy Państwa o dacie. Następnie przesłamy Państwu sprawozdanie z inspekcji próbki i parametry wtrysku wraz z próbką!
7Twoje instrukcje i potwierdzenie wysyłki.
8.Gotowa forma przed pakowaniem.
Specyfikacja formowania tworzyw sztucznych
1. Profesjonalny producent, projektowanie, produkcja, kontrola jakości wtryskowych form
2. bogate doświadczenie w eksporcie
3Rozsądna cena formy projektowej
4. Otwory: pojedyncze lub zgodnie z wymaganiami otworu
5.Opracowanie: S45C > 25Hrc oraz nitryzacja
6Stalowe kształty:2738,2136 dostępna
7Standard: DEM, HUSKY, dostępne
8- Zgodnie z żądaniem.
9Czas trwania: > 300 tysięcy razy
10Opakowanie: skrzynia ze sklejki, farba antyrostyczna
Sekundarna obróbka powierzchni
| Wkładki z nitkami | Możemy zainstalować najczęściej używane standardowe wkładki w UNF i wielkości metrycznych |
| Drukowanie podkładkami | Przeniesienie obrazu 2D na 30 części Wszystkie obrazy podlegają przeglądowi |
| Grawerowanie laserowe | Wyrywać numery części, logo i inne na swoich części |
| Zestawienie cieplne | Proces lokalnego podgrzewania części z tworzywa sztucznego w celu reformy i wprowadzenia innej części (takiej jak wkład z przędzeniami sztucznych) |
| Malarstwo | Odcienie i powłoka; standardowe kolory lub dopasowanie Pantone, dostępne maskowanie, farba EMI (miedziana) |
| Powierzchnia | W niektórych przypadkach powłoka jest nakładana na powierzchnię tworzyw sztucznych w celach dekoracyjnych |
| Zgrzewanie ultradźwiękowe | Jest powszechnie stosowany do tworzyw sztucznych i metali, a zwłaszcza do łączenia różnych materiałów Mamy możliwość montażu i etykietowania części formowanych wtryskowo. Omów swoje potrzeby ze swoim sprzedawcą. |
| Zgromadzenie |
Standard wykończenia SPI
| Zakończenie SPI | Opis | Typowe zastosowania | Bruki (Raμm) |
| SPIA-1 | Klasa nr 3, 6000 Grit Diamo巾 Buff | Wysoki poziom szczelności, przejrzystość części, przejrzystość optyczna | 0.012 - 0.025 |
| SPI A-2 | Klasy 6, 3000 Grit Diamo巾 Buff | Pozostałe części, o masie przekraczającej 10 g/m2 | 0.025 - 0.050 |
| SPI A-3 | Klasy 15, 1200 Grit Diamo巾 Buff | Części wysokiego i średniego poziomu, soczewki optyczne | 00 50 - 0.100 |
| SPI B-1 | 600 Papier gruntowy | Części do polerowania średniego | 00 5 - 0.10 |
| SPI B-2 | 400 Papier gruntowy | Części do polerowania średniego | 0.10 do 0.15 |
| SPI B-3 | 320 Papier szczelny | Medium - części o niskim wypolerowaniu | 0.28 do 0.32 |
| SPI C-1 | 600 Sklep | Części o niskiej lakierze | 0.35 - 04 0 |
| SPI C-2 | 400 Sklep | Części o niskiej lakierze | 04-5-0.55 |
| SPI C-3 | 320 Sklep | Części o niskiej lakierze | 0.63 -0 70 |
| SPI D-1 | Szklane wierzchołki suche | Szatynowe filony | 0.80 do 1.00 |
| SPI D-2 | Suchy wybuch #240 Tlenek | Zakończenie jazdy pod wpływem alkoholu | 1.00 - 2.80 |
| SPI D-3 | Wstrzyknięcie suche #24 Tlenek | Skończę. | 3 20 - 18.00 |
Polecane produkty